OBJECTIVES OF 5S
- To upgrade corporate image
- To improve teamwork and productivity
- To reduce cost, wastage and stock
- To establish a safe and clean working environment
SECTION 1: WHAT IS HOUSEKEEPING & YOUR WORKPLACE?
- Wrong Interpretation of Existing Housekeeping
- Types of Workplace
- 5S mentality and 5S certification
- 5S business continuity and company image
SECTION 2: WHAT IS 5S?
- Background of 5S
- Aim’s of 5S
- Benefits of 5S
- 5S Implementation Work Flow
- 5S Preparation
- 5S Kick Off
SECTION 3: IMPLEMENTATION OF 5S
- Set, sort, shine, standard, sustain
- Details implementation plan and step by step guide
- Indoor, outdoor, extreme corner and center of work place
- Discussion
SECTION 4: HOW TO PRACTICE SEIRI?
- Existing Problems in the Company
- Possibilities when there are none there
- Items to be Remembered on Putting Things Away
- Color system for 5S
- Work Flow of SEITON
SECTION 6: HOW TO PRACTICE SEISO?
- The Three Step Approach
- The 3T approach and implementation
- Points to be Considered on Housecleaning
- Files system management for 5S
SECTION 7: HOW TO PRACTICE SEIKETSU?
- Tips on Practicing SEIKETSU
- Key ingredients
- One Point lesson
- Meeting and activities schedule
- Management review
- Intangible and tangible gain in 5S calculation
SECTION 8: HOW TO PRACTICE SHITSUKE?
- Sustaining 5S Practices
- Habit Formation
- Periodic 5S Audit
- 5S Corner
- 4 Key Factors for Successful 5S
SECTION 9: BEFORE and AFTER
- General rules of 5S
- Plant-wide and inter plant
- Pictorial guide on Before and After
- ROI calculation for 5S
- Sustainability of 5S
- Poka Yoke and Mini-KAIZEN system for 5S improvement
APPENDIX
- 5S Overview
- 5S Activities
KAIZEN is one of the famous Japanese philosophies on continual improvement. Kaizen means improvement, which is ongoing and involve everyone. The word of “Kaizen” derived from Japanese dictionary, which means continuous improvement. In Japan continuous improvement techniques applied in Toyota and Canon companies to measures for implementing continuous improvement. Kaizen has been applied in various sectors such as healthcare, government, manufacturing and etc. The objective of implementing is reducing waste, improving productivity and safety of the company. All employees in organization from upper management to lower level to work as a team and everyone involved with making improvement.
SECTION 1: THE CONCEPT OF KAIZEN
- Terms & Definition
- Introduction to KAIZEN & Key Elements of KAIZEN
- Gemba KAIZEN
- KAIZEN and the Suggestion System
- Process-oriented Management vs Result-oriented Management
SECTION 2: KAIZEN VS INNOVATION
- Differences Between Maintenance, KAIZEN & Innovation
- KAIZEN vs Innovation
- KAIZEN and Measurement
- The Roles of each Hierarchy KAIZEN Involvement
- Daily improvement and 10x breakthrough
- The 3M strategies on MUDA,MURI, MURA
SECTION 3: RELATIONSHIP BETWEEN KAIZEN AND TOYOTA PRODUCTION SYSTEM/ISO 9001 IMPLEMENTATION
- Japanese vs Western Approaches
- Toyota Production System
- Dangerous Waste
- Value Stream Mapping
- 5S Housekeeping Culture
- KAIZEN cultures
- KAIZEN Gemba actual implementation
SECTION 4: THE PRACTICE
- 3 Main Segments for KAIZEN Implementation
- Management-oriented KAIZEN
- Group-oriented KAIZEN
- Individual-oriented KAIZEN
- Group Exercise
- 7 QC Tools
- Sample of Action Plan
- Management roles in KAIZEN
SECTION 5: GETTING READY
- 4 Stages of Implementation (Training, Planning, Implementing & Auditing)
- Some Tips to Get Started
- The Wet Blanket List
SECTION 6: WORKSHOP KAIZEN STEP-BY-STEP DEPLOYMENT
- Data Collection on Process Study
- Identify Process Flow and Process Elements and Layout
- Time and Motion Study
- Identify Value Added and Non-Value Added Elements
- Standard Work
- Complete Housekeeping (3S) Improvement
- Sustaining KAIZEN
SECTION 7: PRESENTATION OF CERTIFICATE
Failure mode and effects analysis (FMEA) is one of the first systematic techniques for failure analysis. It was developed solidly to study problems that might arise from malfunctions of military systems.
- Debrief
SECTION 1: THE CONCEPT OF FMEA
- Terms & Definition
- Introduction to FMEA
- Objectives
- Core and Advantages
SECTION 2: METHODOLOGIES
- Methodology
- Spreadsheets
- General guide on the risk
- General guide on FMEA template
SECTION 3: PROCEDURES
- Step by step guides
- Practical discussion
- Severity, Occurrences and Detection practical guide and formulation
- ISO, QS and TS2 on the FMEA
- ROI
- Activities
SECTION 4: RPN
- Risk Priority Number
- Group Exercise
- Poka Yoke and its implementation for FMEA
- Kaizen and FMEA co-relationship
- 7 QC Tools and its application in FMEA
SECTION 5: DFMEA
- Introduction to DFMEA
- Why Perform Design Failure Mode and Effects Analysis (DFMEA)
- What is RISK and Risk Matrix
- Failure mode Avoidance & Failure Prevention Analysis
- Team Structure and rules for efficiency & cross functional team
- Practical application of the Design FMEA model and technique
- Customize RPN
SECTION 6: GETTING READY
- 4 Stages of Implementation (Training, Planning, Implementing & Auditing)
- Some Tips to Get Started
- Practical
SECTION 7: PRESENTATION OF CERTIFICATES
SECTION 1: Introduction to LEAN
- Lean methodology is a way of optimizing the people, resources, effort, and energy of your organization toward creating value for the customer. It is based on two guiding tenets, continuous improvement and respect for people.
- The principles encourage creating better flow in work processes and developing a continuous improvement culture.
SECTION 2: Review of Lean Thinking and Concepts
- Each of the 5 principles of Lean build on each other and then begin again to create a continuous cycle of improvement. Those 5 key Lean principles are: value, value stream, flow, pull, and perfection.
- The five principles are considered a recipe for improving workplace efficiency and include:
- defining value,
- mapping the value stream,
- creating flow,
- using a pull system, and
- pursuing perfection.
SECTION 3: Expanded Use of Basic Lean Tools
- New 7 QC CatEagle methodology
- General Electric system of ranking
- CatEagle Forced Ranking system for overall assessment
- CatEagle employee categorization
- 5S
- Andon
- Bottleneck Analysis
- Continuous Flow
- Gemba (The Real Place)
- Heijunka (Level Scheduling)
- Hoshin Kanri (Policy Deployment)
- Jidoka (Autonomation)
- Just-In-Time (JIT)
- Kaizen (Continuous Improvement)
- Kanban (Pull System)
- KPIs (Key Performance Indicators)
- OKR (Objectives and Key Results)
- Muda (Waste)
- Overall Equipment Effectiveness (OEE)
- Problematic and lazy employee
- The shit-stirrer in the organization
- The dead wood in the department
- PDCA (Plan, Do, Check, Act)
- Poka-Yoke (Error Proofing)
- Root Cause Analysis
- Single-Minute Exchange of Dies (SMED)
- Six Big Losses
- SMART Goals
- Standardized Work
- Takt Time
- Total Productive Maintenance (TPM)
- Value Stream Mapping
- Visual Factory
- Cold storage and salary cut
SECTION 4: DMAIC
- Basic of 6 Sigma method
- Design, Measure, Analyze, Improve, Control
SECTION 5: Mini-KAIZEN
- KAIZEN is one of the famous Japanese philosophies on continual improvement. Kaizen means improvement, which is ongoing and involve everyone.
- The word of “Kaizen” derived from Japanese dictionary, which means continuous improvement. In Japan continuous improvement techniques applied in Toyota and Canon companies to measures for implementing continuous improvement. Kaizen has been applied in various sectors such as healthcare, government, manufacturing and etc. The objective of implementing is reducing waste, improving productivity and safety of the company. All employees in organization from upper management to lower level to work as a team and everyone involved with making improvement.
- We develop and plant and office wide mini Kaizen for everyone, from top to bottom, a mandatary KPI requirement for all staff.
SECTION 6: Poka Yoke
- CATCH THE ERROR FOR ZERO DEFECT REALIZATION!
- Even the idiot would not make mistake concept
- Poka Yoke has gained popularity in recent years because organizations have discovered that defects are better off prevented rather than detected.
SECTION 7: The Lean Flow System
- The limitation with lean thinking is its linear nature and the way it tries to eliminate variation, or simplified it to manageable levels. It is a solid production or assembly system. It is designed for standardized repeatable processes through which one’s establish high levels of quality and are able to eliminate waste and non-value added activities. In this context, lean thinking is the right approach.
- LEAN facilitate company well in linear thinking and in the transitional areas between complicated and complex work. However, when companies are drawn into complexity or chaos, this approach is insufficient. As we move further into this disrupted today in 21st century, with its global expansion of markets and choice as well as its digitization, company need to apply new tools and thinking to solve complex problems. The world is moving from inductive reasoning to abductive reasoning, a form of logical inference (moving from premises to logical consequences) which starts with an observation, or set of observations, and then seeks to find the simplest and most likely explanation for those observations.
- TPS is a closed system where the interactions between subsystems are controlled as a means of maintaining the system. Working in a complex world involves dealing with open systems where the interactions come from self-organizing functions that are capable of learning, adapting, and transforming to meet the challenges of their environment.
- The LEAN Flow System is not a new Agile or Lean framework. It is not a framework at all, and it’s certainly not a one-size-fits-all solution. What is presented is a system of understanding, a system of transforming and learning.
- Project management methods and agile frameworks concentrate on taskwork and planning with no regard to how an organization is structured to support these activities, seeing them simply as a linear progression of tasks. Scaling frameworks tend to struggle or simply not work as they do not recognize that they are operating in a complex adaptive system which can only scale through continuous decomposition and recombination, which they are unable to do with their rigid doctrines.
- Companies utilize teams but fall short of developing teamwork skills and fail to restructure leadership to maximize the benefits that can be obtained from the utilization of teams. These shortcomings introduce additional constraints and barriers that prevent organizations and institutions from achieving a state of flow.
- Forming a PMO (Program Management Office), or a KPO (Kaizen Process Office), might never result in transformational change in an organization, yet companies still insist on doing it this way, driving change through compliance. In the same way, training classes and Kaizen events, do not result in sustained change. These approaches give the false perception of being Lean or Agile. But in reality, little changes in the fabric of the company. These efforts are soon considered failed initiatives, resulting in Agile and Lean being not right for us. This results in pseudo-Agile or pseudo-Lean where organizational leaders declare that Agile or Lean is ineffective
- What we need is a change in culture driven by behavior changes focused on continuous learning and value with a new way of thinking, moving away from cause-and-effect to visualizing and interpreting patterns. Behaviors define culture, so if you don’t like your current culture you need to look at your behaviors. We need to move away from command and control, into distributed leadership which empowers the workforce to focus on value flow. Training is valuable, but to sustain a culture of change that flows requires behaviors to change at all levels, not just at the operational level.
- The LEAN Flow System provides a re-imagined system for organizations to understand complexity, embrace teamwork, and leverage autonomous team-based leadership structures.
- Achieving a state of flow occurs when companies and institutions produce outcomes in which their structure and processes are unconstrained and when employees concentrate on their own interactions among one another and the customer. Flow ultimately results in employees concentrating on the act of doing rather than combatting inhibiting constraints.
- The LEAN Flow System is a comprehensive FLOW based approach to delivering Customer 1st Value. It is built on a foundation of TPS and LEAN, plus a new triple helix structure known as the core DNA of Organization.
- The LEAN Flow System provides the understanding of different methods, patterns, practices, and techniques that enable organizations or institutions to achieve their desired outcomes.
- The LEAN Flow System consists of three core principles: Customer first mindset, The FLOW of value, The Triple Helix of Flow™
SECTION 8: Demand Management
- Demand management is a planning methodology used to forecast, plan for and manage the demand for products and services. This can be at macro-levels as in economics and at micro-levels within individual organizations.
- In the traditional way of thinking today, Cost + Profit = Selling Price, but in the Lean way of thinking, Price – Cost = Profit. Therefore, in today’s markets the only acceptable way to increase profit is to decrease cost. The only way to decrease cost is to eliminate waste. One way to eliminate waste is through LEAN effort on the continuous process improvement.
- A lean value chain begins with the customer. While many people say they understand this precept in theory, many lean initiatives start off on the wrong footage by focusing internally on the factory floor or back office. Unfortunately, volatile order volumes can wreak havoc with any attempt to reduce work-in-process inventory and create a steady material flow. In many cases this volatility is self-inflicted, which is where demand management comes in.
- Demand management helps everyone in the company see true customer demand. In the retail sector true customer demand is the point of sale when the consumer hands over his or her cash or credit card. In other sectors it’s the ultimate consumption point that should trigger replenishment back through the fulfillment chain starting with the manufacturer and on through distribution.
- Demand management harmonizes the activities of sales and marketing, which tend to focus on orders and money. Whereas the operation folks, which is all about output and OEE. The goal is to better align sales policies such as sales, pricing structures, packaging and delivery frequency, which tend to increase demand volatility with production capabilities. Removing such volatility reveals actual capacity requirements, reducing capital needs and improving service levels. Not overproducing and removing extra inventory eliminates labor costs that relate to handling that excess inventory.
SECTION 9: Lean Flow Process Layout Design
- Lean layout starts with customers order products that cut horizontally across these different vertical silos and departments or value streams. Its extreme important for factory as well working premises.
- Lean layout designs need to support short, simple flows across facilities, from production through final assembly
- A lean-oriented production layout, creates a seamless flow of people, material and information.
- Surely, a well-designed Lean factory prevent the build-up of inventory and excess equipment. Lean layouts facilitate visual management.
- Lean layout provides a safe, clean environment to expedite work, regardless of the finished goods being produced. Lean environments can have a positive effect on workforce morale. And it’s all about effective use of time. It is easier to clean and straighten the worksite when there’s little in the way of excess equipment, tooling, and inventory.
- A well-designed layout will contribute to the ease of maintaining a safe and effective workplace.
- Some companies choose to align operations into a value-stream layout within the same facility. It is a brownfield approach. Others choose to move into a completely new facility, a greenfield approach. While the greenfield approach is preferable to most everyone, it’s not always practical or affordable. Greenfields have their own series of pitfalls as well, example production migration and down time.
SECTION 10: 5S and TOYOTA System
- 5S relates to workplace organization and forms a solid foundation upon which many organizations base their drive for continuous improvement, this constitute of successfully implementation of Seiri, Seiton, Seiso, Seiketsu and Shitsuke
- TPS is a production system based on the philosophy of achieving the complete elimination of all waste in pursuit of the most efficient methods.
- The TPS was established based on two concepts: “Jidoka” (“automation with a human touch”), as when a problem occurs, the equipment stops immediately, preventing defective products from being produced; and the “Just-in-Time” concept, in which each process produces only what is needed for the next process in a continuous process flow.
SECTION 11: Cost Reduction Methodologies
- Cost reduction is the process used by companies to reduce their costs and increase their profits. Depending on a company’s services or product, the strategies can vary
- Developing your cost reduction program
- Management involvement in cost
- Waste prevention
- Operational analysis
- Office paper work cost
- Inventory control
- Purchasing control
- Organizing for productivity improvements campaign
- Performance measurements and improvements
- Resources allocation
- Expected payoff and benefits
- Applying Activity Based Costing to a process
- Value analysis
- Value engineering
- Segmentation analysis
- Reliability analysis
- Energy analysis
- Work hour vs output analysis
- OEE and throughput analysis
- Breakeven and ROI analysis
- Computerize technique for commercial
- JIT
- Preventive maintenance for all
- How to apply the 80/20 rule
- Matthew effect
- Conducting a better business plan
- Cash management services
- Improving plant layout and design
- Vehicle economy
- Office efficient applications
- Travel and expenditure
- Licensing
- Getting your money worth
SECTION 12: New Process-LEAN
- Simplify workflows, standardize continuous flow, minimize WIP, use one single process flow.
- Manage capacity scientifically, increase process uptime, reduce set-up times, find “lost” capacity. Eliminate waste: Identify non-value adding activities, then modify, combine, and eliminate those tasks.
SECTION 13: Project selection for LEAN
- Discussion for project selection
- Management decision
SELECTION 14: Workshop and Discussion
- Open discussion and input
- Documents the project
SECTION 15: Presentation of certificate
SECTION 16: Tea and Coffee 茶点庆贺
- For senior staff and senior engineers to understand well on the advanced technical problem solving tools
- Gain a general understanding of various type of problem solving tools
- Learn the skills of gathering and analyzing information to understand a problem
- Be able to identify, define and analyze problems
- Learn to generate, evaluate and select strategies – decision making
- Be able to develop an action plan for a solution to a problem
DAY 1
- Section 1: Technical tools part 1
- Ichikawa diagram
- How how analysis
- 5W1H
- Matrix diagram
- Pareto analysis
- Process mapping
- Prioritize
- Socratic questions
- Categorizing
- Statistic Analysis
- Section 1.1 : 7 QC tools
- Section 2: Technical tools part 2
- 6 Sigma
- Lean Manufacturing concept
- Timeline chart
- Yield analysis
- DFM
- Cause and Effect
DAY 2
- Section 3: Technical tools part 3
- Brainstorming
- Timeline chart
- Simple Project Management
- FMEA
- Control System
- Section 4: Technical tools part 4
- 8D
- Tracking
- Reporting
- Follow up
- Management reporting
- Technical Reporting
- Poke Yoke
- Mini Kaizen
The need to meet and exceed customer expectations in a cost competitive environment has made the correct usage of the QC Tools imperative to develop and sustain a strong customer focus.
- To share and transfer the skills of the QC tools application.
- To learn the tools on putting data into diagrams, surface problem areas and clearly bring up any hidden truth
- To implement the QC tools effectively through the proper attitude and approach.
- To use QC Tools (statistical tools) to analyze and interpret data for problem solving and process control.
SECTION 1: Quality
- Definition of Quality
- ISO Definition on Quality
- What is Quality?
- Quality Discrepancy
- How to Control Discrepancy?
- To Control Production
- QC and QA
SECTION 2: Data
- The Objective to Take the Data.
- The Way of Grasping the Fact Correctly “5W1H”.
- How to Summarize the Data?
SECTION 3: Activities
- Group activities
- Presentation
SECTION 4: Various QC Method
- Effect of the QC Method.
- QC methods as a Communication Tool.
- Situational analysis versus the engineering QC methodology
- Japanese engineering tools and application
SECTION 5: New 7 QC
- Many new QC method
- Deep dive into new QC methodology
- Brainstorming
- Cause and Effect Diagrams/Ichikawa
- Flow Charts
- 5W 2H
- Checksheets
- PDCA
- Focus PDCA
- Histograms
- Pareto Charts
- Why-Why Analysis
- 5-Why analaysis
- Tree Diagram
- Control Charts
- Is/Is Not
- Scatter Diagrams
- Poka Yoke
- Affinity Diagram
- Tree diagram
- Risk and Hazard
- Risk matrix
- Suggestion system
SECTION 6: Mini-KAIZEN
- The new concept of Mini-KAIZEN
- Qualify base KAIZEN project
- Group activities
- Presentation of idea
SECTION 7: Activities
- Group activities
- Discussion and presentation
SECTION 8: DMAIC Method
- INTRODUCTION TO DMAIC PRSENTATION
- What is Six Sigma
- Basic of Six Sigma
- DMAIC OVERVIEW
- What is DMAIC
- DMAIC and the Process Improvement Road map
- DMAIC Simple Chart Guidelines
- DEFINE PHASE
- The primary outputs of the Define Phase
- Define Phases (in summary)
- Project & Team Selection
- Team Charter
- MEASURE PHASE
- The primary outputs of the Measure Phase
- Task perform in Measure phase
- Measure Phase Step by Step Guide
- Determine What to Measure, how to Measure
- Manage the Measurement Process
- ANALYZE PHASE
- The primary outputs of the Analyze Phase
- Analyze Phase Visually
- Graphical Representation and Understanding of Analyze Phase
- Common Tools used in the DMAIC Analyze Phase
- IMPROVE PHASE
- The primary outputs of the Improve Phase
- Objectives of Improve Phase
- Identifying Potential Solutions
- Selecting Solutions to Implement
- Implementing Improvements
- Evaluating Improvements
- CONTROL PHASE
- The primary outputs of the Control Phase
- Plans for Holding the Gains
- Procedures and Standards
- Process Control Systems
SECTION 9: Conventional 7 QC – revision
5.1 STRATIFICATION
- To classify the data in the same groups, which have a common matter of data, eg. For each machine, each material, each operation method etc.
5.2 CHECKSHEET
- To analyze the situation and to look at the important questions which depending on the check done and the available data table or diagram is derived.
5.3 PARETO DIAGRAM
- To learn the method on gathering the information from check sheets and eliminate minor problems, leaving only the main problems to be surfaced.
5.4 CAUSE AND EFFECT DIAGRAM
- Using the fishbone diagram to display the effect (result) which is influenced by the main factors (causes).
5.5 HISTOGRAM
- To analyze the data which has a tendency to be centered upon a maximum of large numerical value and placed into columnar graph form.
- It indicates a frequency distribution in which the width of adjacent vertical bars are proportional to the class width of the variables & the heights of the bars are proportional to the class frequencies.
5.6 SCATTER DIAGRAM
- To analyze the situation which able to see the congenial relationship of the data through plotting the vertical axis and the horizontal axis.
- It examines the relationship between one data and other, and level of the relationship.
5.7 CONTROL CHART
- To grasp the variation in the data entered through planning the control limit lines of a centre line, an upper control limit and a lower control limit.
SECTION 10: Presentation of certificates
OBJECTIVE:
- To understand what is the DMAIC Methodology
- To know the DMAIC practice and guidelines
SECTION 1: INTRODUCTION TO DMAIC PRSENTATION
- What is Six Sigma
- Basic of Six Sigma
- Different Six Sigma Methods
- Result of Six Sigma
- Statistic Background
- Six Sigma – a Road Map for Improvement
SECTION 2: DMAIC OVERVIEW
- What is DMAIC
- DMAIC and the Process Improvement Road map
- DMAIC Simple Chart Guidelines
SECTION 3: DEFINE PHASE
- The primary outputs of the Define Phase
- Define Phases (in summary)
- Project & Team Selection
- Team Charter
- Customer Requirements
- Understanding Your Customers’ Needs
- Identify Customer & Business Requirements
- VOC -> CCR -> CTQ
- Needs of the Customer vs. Needs of the Business
- VOB -> CBR -> CTP
- Process Mapping
- Define Phase Completion Checklist
SECTION 4: MEASURE PHASE
- The primary outputs of the Measure Phase
- Task perform in Measure phase
- Measure Phase Step by Step Guide
- Determine What to Measure, how to Measure
- Manage the Measurement Process
- Calculating the Current Sigma Level
- Financial Impact
- Tools use in MEASURE Phase
- Display and Evaluate Data
- Measure Phase Completion Checklist
SECTION 5: ANALYZE PHASE
- The primary outputs of the Analyze Phase
- Analyze Phase Visually
- Graphical Representation and Understanding of Analyze Phase
- Common Tools used in the DMAIC Analyze Phase
- Root Cause Analysis Tools
- Defect &Variation Reduction
- Pareto Analysis – A Way to Stratify Data
- Source of Variation
- Cause and Effect Diagram
- Cause and Effect Matrix
- Affinity Diagram, Is and Is not, How-How Tree, Why-Why Tree
- Others tools used in Analyze Phase, in details
- Validating Root Causes
- Analyze Phase Completion Checklist
SECTION 6: IMPROVE PHASE
- The primary outputs of the Improve Phase
- Objectives of Improve Phase
- Identifying Potential Solutions
- Selecting Solutions to Implement
- Implementing Improvements
- Evaluating Improvements
- Wrapping Up the Improve Phase
- The difference between the short-term and long-term sigma levels
- Sources of Solutions
- Self Evident Solutions
- Solution Selection – Cause and Effect Matrix
- Implement Solution: Risk Mitigation
- FMEA Overview
- Measure and Verify Results
- Improve Phase Completion Checklist
SECTION 7: CONTROL PHASE
- The primary outputs of the Control Phase
- Plans for Holding the Gains
- Procedures and Standards
- Process Control Systems
- SPC
- Mistake Proof
- Control: Easier to follow the procedure
- Replication and Standardization
- Control Phase Completion Checklist
SECTION 8: SUMMARY
- What is Six Sigma?
- Six Sigma Process Capability
- Short Term Versus Long Term Variation
- Why not 4.5 Sigma?
- DMAIC and the Process Improvement Roadmap Final Overview
The need to meet and exceed customer expectations in a cost competitive environment has made the correct usage of the TPM imperative to develop and sustain a strong customer focus.
- To share and transfer the skills of the fundamental TPM.
- To learn the tools on putting data into diagrams, surface problem areas and clearly bring up any hidden truth.
- To implement the TPM effectively through the proper attitude and approach.
- To use TPM for cost and continuous improvement
- Theory intensive, practical and case study secondary
SECTION 1: Introduction of TPM
SECTION 2: Main goal of TPM
SECTION 3: TPM Implementation
SECTION 4: Equipment Effectiveness
SECTION 5: Eliminating The Six Big Losses
SECTION 6: Case Study
SECTION 7: Mini-KAIZEN
SECTION 8: Workshop
Lean Sigma is the revolutionary fusion of today’s most powerful business improvement tools, developed, practiced and delivered by expert. Using LeanSigma, you can harness the power of Lean and Six Sigma in a single, coordinated initiative – and drive rapid, high-impact business improvement throughout your company.
- Substantial improvement – fast
- Increased responsiveness
- Sustained sales and earnings growth
- New competitive advantage
SECTION 1: Introduction to LEAN Sigma
SECTION 2: Review of Lean Thinking and Concepts
SECTION 3: Expanded Use of Basic Lean Tools
SECTION 4: DMAIC
SECTION 5: Lean Manufacturing Methods
SECTION 6: MINI-Kaizen
SECTION 7: poka yoke
SECTION 8: The Lean Flow System
SECTION 9: Demand Management
SECTION 10: Lean Flow Process Layout Design
SECTION 11: 5S and TOYOTA System
KPI is the livelihood and KPI performance review is the lifeline of a corporation. The average employee appreciates clear and inspirational communication, a fair and equitable reward system and practical values that holds the business team together as a ‘family unit’.
When it comes to sustainable performance it is important to note that the average employee wants to feel that he or she is part of something ‘bigger’ than themselves thus an inspirational Vision and purpose for the company are critical success factors.
It is the company policy and leaderships’ ability to inspire, influence, coach and empower employees towards attaining company goals.
The development of corporate driven KPI’s for managers and executives so as to enable them to implement an effective performance management system to drive Business Goals and Priorities.
Section 1: Clarity of Vision, values, purpose and goals
- Vision, Mission, values, individual and team ownership
- Integrating Values and goals
- Differences between Value and goals
Section 2: The art of Inspirational communication and Coaching
- How to Coach under performing employees
- Create a highly effective communications model for your company
Section 3: Developing Individual KPI
- Objective Setting
- SMART Goals
- SMART Goals KPI practical and application
- Practical worksheet for KPI
Section 4: Increasing Productivity and Performance in a sustainable way
- Fair rewards and praise
- A positive feedback loops
- General Electric Model
- CatEagle Forced Ranking system
Section 5: The Purpose, Concept and Model of KPI
- What is a KPI
- Why we need KPI’s
- Benefits of KPI
- Difference between KPI & Competencies
Section 6: Mechanics of the KPI Rating
- How to give KPI Rating
- The Rating Scale, Weight-age & Calculation
- Scoring and Summary
- Risk Matrix for Employee category
Section 7: Presentation of certificates
品质管理七大手法加上管理工具将让工作流程顺畅,品管七大手法是常用的统计管理方法,又称为初级统计管理方法。它主要包括控制图、因果图、相关图、排列图、统计分析表、数据分层法、直方图等所谓的 QC 七工具,但目前使用新管理工具乃员工入门的基础。
第一堂: SWOT 优劣分析法
- 企业竞争态势分析方法
- 评价自身的优势(优势),劣势(弱点)
- 外部竞争上的机会(机遇)和威胁(威胁)
- 猫头鹰 @ 改良优劣分析法
- 策略配对图
- 企业前进,维持,改善,撤退方法
- 猫头鹰 @ 假想敌进攻发
- 个人检讨
第二堂: SMART 精明目标規則
- 目标的定义
- 科学化定性和定量
- 精明目标流程图
- 具体性,衡量性,可达性,现实性,时间性
- @ 猫头鹰小树不让变大树法则
- 个人活动团队讨论
第三堂: PDCA 循環規則
- 制度化流程
- 目标,任务,检查,纠正
- 管理法则 – @ 小猫头鹰 OSIR
- 管理法则 – 时间进度表
- 谋略布局任务 @ 猫头鹰正面交锋 vs 侧面交锋
- 焦点 PDCA
第四堂: 5W2H
- 硬性思考规则
- 5W + 1H + 1H
- DMAIC Team Charter 团队宪章
- 部门活动与讨论
第五堂: 时间管理
- 重要与紧急
- 时间四象限图理解
- GTD 的基本方法
- 时间四象限图个人活动
- 时间四象限图团队活动
第六堂: WBS 任务分解法
- WBS 分解的原則
- 临时委员会的重要性
- 会议记录
- 里程碑和监控点会议
第七堂: 二八原則
- 马太效应
- 通用电气绩效评估法
- @ 猫头鹰绩效评估管理法
- 留住人才与排除人才法 @ 忠 vs 叛
- 活动
第八堂: 结论
- 颁发文凭
OBJECTIVE
- To upgrade corporate image
- To improve presentation
- Improve professional experties
Module 1: Defining the Features of Technical Writing
- Principles and Strategies of Technical Report
- Knowing Your Audience, Purpose and Length of Report
Module 2: Formatting Technical Reports
- Headings, Chapters and sections
- Running headers and footers
Module 3: Get to the Point: Discovering the Main Idea and Arranging Details in Logical Sequence
- Writing styles and techniques
- The 12 golden rules of Writing
- How to Start Editing
Module 4: The Importance of Audience Awareness
- Email report
- Minutes of minutes fast reporting
Module 5: Style of Writing
- Writing Clear Sentences
- Remove Jargon, Redundancy and Wordiness
Module 6: Graphic Details
- Punching Up the Presentation This will include information on how participants might use graphics to illustrate and enhance their documents.
- Used not only for clarification of complex information, graphics can also save time, space, and money.
- Participants will learn how to assess material to determine its suitability for placement in a graphic representation.
Leadership skill and Technical Team Building
SECTION 1: The core concept of SWOT
- How to conduct departmental SWOT
- Using SWOT Analysis in Project Management
- Activities by departments
- Formulation of departmental SWOT analysis
- Gain a realistic picture of your company’s position, market, and potential
- Understand how customer and business changes affect your company’s ability to succeed
- Analyze where your business stands in relation to your key competitors
SECTION 2: SMART goal methodology
- Specific;
- Measurable;
- Attainable;
- Realistic;
- Time-bound
- Workshop by departments
- Formulation of departmental SMART Goal
- Create an actionable business strategy, get stakeholder buy-in, and develop a complete strategy implementation map
- Improve your business skills by using the right financial and actual targets
SECTION 3: Leadership key fundamentals
- The leadership model that works
- The impact and consequences of leadership
- Your value as a leader
- One point lesson PPT
SECTION 4: PEST and PESTLE strategy
- Political Factors to Consider
- Economic Factors to Consider
- Socio-Cultural Factors to Consider
- Technological Factors to Consider
- Work activities
SECTION 5: COST control and productivity improvement
- Kaizen concept – lecture only
- Theory
- Idea and methodology
- Poka Yoke concept –
- lecture and example
- Core theory
- Lean concept – brief introduction
- Theory and idea of Lean
- Implementation method
- Six Sigma DMAIC method – brief introduction
- Design
- Measure
- Analyze
- Improve
- Control
SECTION 6: Creative Problem Solving
- Brief new 7 QC tools – lecture
- Prioritization – lecture
- Problem Solving and Decision Making – scientific approach
- Core concept
- Methodology and terminology for research
SECTION 7: Creating and Sustaining A Team Culture
- Strategies
- Principles,
- Ethics,
- Gratitude and
- Appreciation
SECTION 8: Building trust, openness and commitment
- Team base activities
- Departmental workshop
- Games
SECTION 9: Building trust, openness and commitment
- Team base activities
- Team building games
- General Games
The acronym OKR stands for Objectives and Key Results, a popular goal management framework that helps companies implement strategy. The benefits of the framework include improved focus, increased transparency, and better alignment. OKR achieves this by organizing employees and the work they do around achieving common objectives. An OKR consists of an Objective, which defines a goal to be achieved, and up to 5 Key Results, which measure progress towards the Objective. Each OKR can also have Initiatives, which describe the work required to drive progress on the Key Results. The framework includes a number of rules which help employees prioritize, align, focus and measure the outcome of the work they do. OKR helps entire companies communicate company strategy to employees in an actionable, measurable way. It also helps companies to move from an output to an outcome-based approach to work.
Section 1: Concept of OKR
- What is OKR
- History and background
Section 2: Clarity of OKR
- What is an Objective?
- What is a Key Result?
- What is an Initiative?
- Example and tuitorial
Section 3: The benefit of OKR
- Business Impact
- Cultural Impact
- Strategic alignment
- Focused execution
- Engaged employee
Section 4: Preparing for OKR
- Details preparation
- How to set OKR cadence
- Creating ultimate OKR
Section 5: Preparing company OKR
- Key characteristics of Group Objectives
- Aligned, high impact and time bound
Section 6: Key characteristics of Group Key Results
- High impact, specific, within influence
Section 7: What are the initiatives
- Examples and activities
- Key characteristics of Initiatives
- Specific and within control
Section 8: Workshop
- OKR Examples
- OKR spreadsheets
Section 9: Presentation of certificates
CATCH THE ERROR FOR ZERO DEFECT REALIZATION! Poka Yoke has gained popularity in recent years because organizations have discovered that defects are better off prevented rather than detected.
OBJECTIVE
- To train the participants in continuous fool proof improvement in manufacturing and cost reduction method.
- To identify the functions, characteristics and advantages of a Poka-Yoke methodology.
- To distinguish the differences between a Poka Yoke system and an inspection system.
- To identify where Poka-Yoke can be used and implemented effectively in the organization.
- To provide the roadmap for the implementation of a Zero Defect Quality System.
Benefits
- To understand the Poke Yoke concepts.
- To understand how to use Poka Yoke to achieve zero defect quality in an organization.
- To integrate the Poka Yoke methodology into corrective action and preventive action.
- To implement Poka Yoke into the 8D report.
SECTION 1: History of Yoka Yoke
- How fool proof system emerged
- Even idiot won’t make mistakes
SECTION 2: General Concept of Yoke Yoke Implementation
- Example and general idea
- Lay person Poka Yoke implementation
SECTION 3: Decision Making & Resolution in Process flowchart
SECTION 4: Group Activities on Poka Yoke
SECTION 5: Details Study of Poka Yoke
- Zero defects and cost
- Waste Management
- Zero Defect Quality
- Process error
- Four Element of Zero Defect Quality
- 7 Steps in Yoka Yoke
SECTION 6: Workshop & Poka Yoke Method
SECTION 7: Revision of Yoka Yoke
- Control system
- Warning system
SECTION 8: Presentation of Certificate
OKR 意指 Objectives and Key Results,中文为目标与关键成果,是一个能够帮助企业实施策略的著名目标管理框架。这个框架的好处包括了改善焦点、增加透明度与更好的一致性。OKR 通过组织员工和他们达成共同目标的工作来实现以上的好处。一个 OKR 包含了一个目标,亦就是一个需要被达成的目标,以及 5 个用以衡量工作过程的关键成果。每一个 OKR 也可以包括一个用以叙述推动关键结果进展所需的工作的计划。这个框架包括了一系列的规范,以帮助员工优先考虑、排列、专注和衡量他们工作的成果。 OKR 也能够帮助企业以一个可行动且可衡量的沟通方式与员工沟通公司的策略。它也能够帮助企业从以产出为基础的工作模式转换成以成果为基础的工作模式。
第一环节:OKR 的概念
- 什么是 OKR
- 历史与背景
第二环节:OKR 的清晰度
- 什么是目标?
- 什么是关键成果?
- 什么是计划?
- 例子与教程
第三环节:OKR 的好处
- 业务影响
- 文化影响
- 策略的一致性
- 集中式的管理
- 员工的参与性
第四环节:OKR 的准备工作
- 细节的准备工作
- 如何设定 OKR 的工作节奏
- 创造最终极的 OKR
第五环节:公司 OKR 的准备工作
- 群体目标的主要特性
- 一致性、高度影响力与时间限制
第六环节:群体关键成果的主要特性
- 高度影响、明确且在影响范围内
第七环节:其计划为何?
- 例子与活动
- 计划的关键特性
- 明确且在可控范围内
第八环节:讨论时间
- OKR 的例子
- OKR 的电子表格
第九环节:颁发文凭
Digital Test Methodology (4 days course) Widely used in all MNC semiconductor manufacturing factory. The course covered most part of the digital testing methodology, its test development, debugging, verification and test run. All test, product and process engineers who work extensively in test development for tester related to Teradyne, ETS, LTX, Verigy, Slumberger and Advantest should attend this basic test development and test methodology training. You will gain a full understanding into the digital testing architecture and systematical test development in the IC testing environment.
GRR Gage Repeatability and Reproducibility (1 day) Gage R&R stands for Gage repeatability and reproducibility, its an international accepted statistical tool that measures the amount of variation in the measurement system arising from the measurement devices and the people taking the measurement. When measuring the product of any process, there are two sources of variation: the variation of the process itself and the variation of the measurement system MSA. The purpose of conducting the GR&R is to be able to distinguish the former from the latter, and to reduce the measurement system variation if it is excessive. Typically, a gage R&R is performed prior to using it. We repeat the gage R&R anytime we have a new appraiser. It is part of the training and certification process. We also repeat it annually to make sure we aren’t experiencing any erosion of skill or deterioration of MSA. Its is used as part of the six sigma DMAIC process for any variation project.
Activities: Lecturer, Case Study & Group Discussion
Module 1
- Understanding Quality
- Definition of Quality
- Types of Quality Problems
- Quality Management Principles
- Developing a Quality Plan
- Identifying Your Customer Requirements
- Activities to Achieve Quality Targets
- Getting Customer to Accept Quality Plan
- Quality Control
- Concepts of QC
- Goals of QC
- Three Steps in QC
- Quality Assurance
- Concepts of QA
- Goals of QA
- Internal Audits
- External Audit
Module 2
- Forming a Quality Team
- Roles of Quality Officer / Manager
- Gaining Team Commitment
- Promoting Awareness of Customer Requirements
- Computerising Quality Management System Documentation
- Managing Process for Continual Improvement
- Quality Assurance Management
- Writing Quality SOP
- Quality Documentation
- Product identification and Traceability
- Vendor Selection and Evaluation
- Vendor Certification
Module 3
- Inspection Points / Items
- Customer Requirements
- Critical Inspection Areas
- Acceptance Sampling
- Types of acceptance sampling
- Military Standard E105
- In Process Quality Control ( IPQC )
- Setting-up and Managing IPQC
- IPQC Audit Items
- Reworking Procedure
- Rework Flow Chart
- The cost of rework
- Quality Data Management
- Defect Description
- Creating Quality Defect Database
- Summary of Weekly / Monthly Quality Problems
- Setting Quality Targets
Module 4
- Handling Quality Problems
- Customer Complain Procedure
- Quality Problem Meeting
- Quality Corrective Action Reports ( CAR )
- Eradicating Quality Problems
- Application of QC Tools
- Mistake Prevention Approach
- Towards Achieving Zero Defect / Complains
- Implementing Quality Practice
- ISO 9000:2008
- GMP
- QCC, Kaizen
- Total Quality Management
- Principle of TQM
- Theory and implementation of TQM
Activities: Lecturer, Case Study & Group Discussion, Post-Training Assessment Test, Discuss Workplace Assignment
Module 5
- New 7 QC Tools
- The QC tools and definition
- Different QC tools
- Application of QC tools
- FMEA
- What is FMEA
- Process FMEA
- Design FMEA
Module 6
- Ford 8D report
- The 8D
- Example
- Activities
- 5S awareness
- Theory
- Implementation
SECTION 1: 8D Definition – Overview of 8D Steps
- Terms & Definition
- Application and introduction
SECTION 2: D1 – Introduction of the Team
- Team criteria
- Check list and flow chart
SECTION 3: D2 – Describe the Problem
- Ichikawa diagram and Sample of 5M for Fish Bone Diagram
- Team charter method
- Describe problem with 5W, 2H
- New 7 QC tools
- Check list and flow chart
SECTION 4: D3 – Describe Interim Containment Actions
- Describe the temporary actions to contain the problem and “fix” until permanent correction is in place
- QC Tools
- Sample of Action Plan
- Check list and flow chart
SECTION 5: D4 – Describe The Process of Defining & Verifying of Root Causes
- Describe the ‘Escape Point’
- Some Tips to Get Started
- Describe verification and validation method of root cause
- Test on the escape point
SECTION 6: D5 – Describe The Process of Identifying & Verifying Corrective Actions
- Tabulate & describe solutions determined to be the best of all the alternatives
- DMAIC method
- Check list and flow chart
SECTION 7: D6 – Describe Action Plan For Corrective Actions
- Corrective action in table format and 5W 2H format
- Important criteria for Corrective action
- Check list and flow chart
SECTION 8: D7 – Describe How The Problem Can Be Prevented From Recurrence
- Describe what improvements in systems and processes would prevent problem from Recurring.
- Poka Yoke method
- Kaizen method and continuous improvement
- Control methodology
- One point lesson
- Check list and flow chart
SECTION 9: D8 – Record Recognition Accorded To The Team
- Recognition to the team
- Check list and flow chart
SECTION 1: The core concept of Risk
SECTION 2: How to quantify and define Risk
SECTION 3: The 5 steps of Risk assessment
SECTION 4: Risk analysis template
SECTION 5 : Risk assessment
SECTION 6 : Workshop
SECTION 7 : Business Risk Assessment
SECTION 8 : Group activities
SECTION 9 : Group Discussion
SECTION 10 : Certificate presentation
To train the participants in cost of poor quality in manufacturing and engineering
UNDERSTAND THE COST OF POOR QUALITY AND ITS COUNTER MEANSURE
COPQ has gained popularity in recent years because organizations have discovered that poor quality is hidden and unknown cost
Main OBJECTIVE
-To train the participants to understand the concept of poor quality
-To identify the functions, characteristics and advantages COPQ
-To distinguish the differences between a cost of quality and poor quality
-To identify COPQ and implement counter meansure effectively in the organization
-To provide the roadmap for the implementation of a COPQ project
Main Benefits
– To understand the COPQ concepts.
– To understand how to use COPQ projects for cost reduction
– To integrate the COPQ methodology into overall continuous improvement roadmap
– To implement cost of quality LEAN
SECTION 1: COPQ Concerpt
- Theoretical approach
- Management approach
SECTION 2: COPQ Outline
- Balance and components
- The helicopter scope and systematical knowledge
SECTION 3: COPQ and Quality overview
- Cost and Quality circle
- Regression relationship
- Typical Sweet Spot and ideal point of relevancy
- Benefit of COPQ
- Iceberg theory and practical brainstorming
SECTION 4: Group activities on COPQ
SECTION 4: Details Study of COPQ
- Six Sigma Theory
- Sigma level and COPQ relationship
- Statistical background and calculation
- Process error and process capability
- Zero Defect Quality
SECTION 5: COPQ Methodologies
- Prevention Method
- Appraisal Method
- Internal Failure
- External Failure
- Zero Defect and PPM
SECTION 6: Projects for implementation
- COPQ Chart for departmental high level cost reduction
- Iceberg opportunity identification for engineering level
- Voice of customer and Voice of Quality discussion
- Poka Yoke Method
- Kaizen Method
SECTION 7: Project discussion
- Elimination of hidden cost
- Voice of customer and Voice of Quality discussion
- Calculation of COPQ
SECTION 8: Presentation of Certificate
SECTION 1: Benefits and Gains of effective communication
- Discussion into the final goals and benefit and quantify the benefit into cents and dollar
- Tangible and intangible gain in organization
- Individuals become effective at their ability to communicate in all aspects and this will reflect positively for your business
- Increased recommendation of your organization in the market
- Improved individual performance
- More rapport building, better teamwork
- More professionalism in communication, helping maintain the brand values of your organization
- Greater credibility and respect for the individual and the organization
- The decrease in disappointed customers and disagreements over ambiguous communication
- Market credibility increases because of stakeholder value for employees’ communication skills
- A sense of esteem for the organization
- Personal benefits to discuss
- A clear understanding of the role and importance of effective communication
- Increased self-awareness of our ability to communicate
- Ability to identify one’s area of opportunity and correct common mistakes in communication
- Overall improvement in individual performance
- The ability to role-model this skill in the organisation for subordinates to learn
SECTION 2 : Introduction to Effective Communication
- How important is communication
- The Characteristics of an Effective Communicator
- Importance of Communication in the 21st Century
- Basics of Communication
- Elements of Effective Communication
SECTION 3: Core Components of Effective Communication
- Components of Communication
- Email communication
- Whatapss and wechat communication
- Different language communication, Google and Youdao translation tools
- Verbal Communication
- Importance of the Tone
- Non – Verbal Communication
SECTION 4 : Effective Verbal Communication
- Positive Communication
- What You Say can be recorded
- Effect and Impact of Power Words
- Words for gain entry and success
- Words to Avoid
SECTION 5 : Effective written Communication
- Social media
- Article
- SEO
- Website and internet
SECTION 6 : Role of Listening in Communication
- Quiet and Listening
- The Impact of Listening and Memorize and Reproduce
- The many Levels of Listening
- Listening with Empathy
SECTION 7 : Questioning, Asking, Probing and Acknowledgment
- The Questioning Skills
- Use of Effective Questioning and Probing In Conversation
- What is Acknowledgement?
- Benefits of a Sincere Acknowledgements
- Use tools in in conversation, example Why-Why analysis and 5W 1H
- Cross-cultural Communication
- Body language
- Assertive
SECTION 8 : Tools to Enrich communication
- Selective method to choose
- Deep dive into new QC methodology
- Brainstorming
- Cause and Effect Diagrams/Ichikawa
- Mind Mapping
- Flow Charts
- 5W 2H
- Checksheets
- PDCA
- Focus PDCA
- Histograms
- Pareto Charts
- Why-Why Analysis
- 5-Why analysis
- Tree Diagram
- Control Charts
- Is/Is Not
- Scatter Diagrams
- Poka Yoke
- Affinity Diagram
- Tree diagram
- Risk and Hazard
- Risk matrix
SECTION 9 : Presentation of certificates by SYLee
All organization looking to position themselves strategically on the global market must know the importance of corporate culture by their people. Any organisation looking to grow their own brand must invest in the development of their corporate culture.
SECTION 1: Society and Corporate mingle with Culture
- The linkage to branding
- The importance of having a strong organizational culture
- The reputation and public recognition of corporate
- The values-based corporate
- Performance and culture
SECTION 2 : What Is Organizational Culture
- Employee understanding
- Human nature
- The organization’s relationship to its environment
- Appropriate emotions
- Strategies and effectiveness
- Defining Your Corporate Culture
SECTION 3: Components That Shape an Organization’s Culture
- The 3 steps to cultivate a culture
- Top management serious about culture implication
- Align work place culture with business performance
- Everyone be the steward of culture
- Value
- Degree of hierarchy
- Degree of urgency
- People orientation or task orientation
- Functional orientation
- Corporate and department subcultures
SECTION 4 : Creating and Managing Organizational Culture
- Addressing the Sources of Workplace Cultural Conflicts.
- How culture develops
- Sustaining a culture
- Diverting a culture
- Stop a bad culture
SECTION 5 : Practices to Develop Culture
- Meeting practices
- Operational practices
- Hiring practices
- Orientation program
- Reward and recognition
- Performance appraisal method
SECTION 6 : Communication and Metric
- Trust and confident
- Develop a cultural assessment instrument
- Administer the assessment
- Result and analysis of assessment
- Employee feedback and discussion
- Townhall meeting and culture finetues
SECTION 7 : Culture and management
- Management setting
- Vision and mission
- Corporate Social Responsibility
SECTION 8 : Presentation of certificates by SYLee
INTRODUCTION
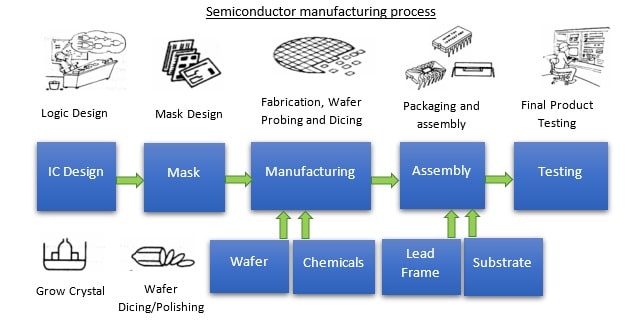
Semiconductor has changed rapidly every three years. The Product Engineer uses engineering and cutting edge process and experimental methods to manage product issues to comply with datasheet and specification. Engineer reviews process efficiency and quality of finished products. They carry out tests and evaluation on new products, integrating the wafer sorting, assembly, packaging, molding, reliability, final testing, instrumentation, quality testing, and consolidate possible parameters shift and field application. It an engineering, sciences, arts as well as mathematic tracking, analysis and solution.
OBJECTIVES
- To understand the complicated semiconductor product engineering
- To learn the techniques on semiconductor process and foundation of product technology
- Learn the different evaluation, experiment, testing, assembly, operational life, temp cycle, application and parameters shift over process and time.
WHO SHOULD ATTEND
Chief engineers, engineering managers, senior engineers, engineers etc.
OUTLINES
SECTION 1: Advanced Semiconductor Engineering
- Semiconductor Process
- Wafer Fab Processing and development
- Basic Processing Steps
- Starting Material – Bulk Silicon Process
- Wafer Specifications and Defects
- Silicon on Insulator Process
- Epitaxial Growth Process
- Deposition
- Oxidation
- Diffusion
- Ion Implantation
- Dry Etching Processes
- Wet Etching Processes
- Chemical Mechanical Planarization
- Lithography – Introduction
- Lithography – Resolution
- Lithography – Resists
- Lithography – Subwavelength Issues
- Lithography – Future
- LOCOS and STI
- Salicide and BEOL
- The Evolution of Each Processing Step
- Discussion over the trend of semiconductor
- Evolution of semiconductor and wafer fab
- Current Issues in Wafer Fab Processing
- Brainstorming on the understanding of Wafer Fab challenge
- The modern electronic circuits have now been evolved into ultra-large-scaled integrated (ULSI) circuits with extremely high performances. Discuss about the complicated issue facing Wafer Fab processing and yield development.
- Combining with artificial intelligent circuits and sensors, high intelligent robots may even perform better than human beings in some jobs such as elderly care and microsurgery. To realize such high intelligent systems, new integrated circuits with much higher performance and less power consumption are indispensable. What are those new challenges in the wafer fab process and how can those affect final product parameter shift, and the quality of the product engineering
- Current Issues in Assembly and Packaging
- Assembly and Packaging Processes Introduction
- Package Types
- Package Design Principles
- Leadframes
- Wire Bonding
- Lead Finish and Trim – Solder Ball Attach
- Die Attach
- Transfer Molding
- Packaging Business Issues
- Current Issues in Wafer Probing and Final Testing
- Automatic Testing Overview
- Wafer Probing
- Prober development
- Planarization issue
- Probe card development and issue
- Boundary Scan Overview
- Defect Classes
- Tester and instruments
- Test Process Basics
- Timing Tests in Production
- Class and QA Test limit
- Intermittent Testing
SECTION 2: Product Engineering Building Block
- The Advanced Product Engineering Development
- Circuit Evolution from 1960 to Beyond 2000
- New Product Introduction
- Product Development Cycle
- Product Datasheet and Parameters
- Manufacturing Challenges for 45nm and below
- Product Engineering and the yield performance with downsizing
SECTION 3: Product Guardbanding
- NPI Proof of Concept, Prototype design and validation
- Process Parameter shift
- Guard banding concept and practicality
- Determination of the Optimal Guardbanding
- Acceptable Risk Decision in the Declaration of Conformity
- Thermal Guardbanding
- Reliability Concern Shift due to Chip Design vs Guardbanding theory
SECTION 4: Operational Life Test (OLT)
- Bathtub Theory and Challenges in Modern World
- Understanding Product Engineering perspective
- Understanding of Economic perspective
- Process improvement methodology
- Infant Mortality (Early Life Failure)
- Failure rate goes down quickly from high to low as most failures are design / process flaws rooted
- Discussion and process engineering method
- Useful Life
- Failure rate remains low and steady with random causes to failure (e.g., EOS failure)
- Discussion and process engineering method
- Product Engineering viewpoint
- Wear Out.
- Failure rate rises sharply due to product aging
- Cost Saving Method
- Different test methods applicable for different failures.
- Temp Cycle
- Temp Cycle Pro and Cons
- Temp Cycle Guardbanding
- Reliability Guardbanding
SECTION 5: Reliability
- Concept of Semiconductor Device Reliability
- Dependencies of Failure Rate Function
- Early Failures
- Random Failures
- Wear Out Failures
- Screening and Quality
- Characteristics of Semiconductor Reliability
- Probability Distribution Used for Reliability Analysis
- Reliability Criteria
- Early Failure Period CriteriaRandom Failure Period Criteria
SECTION 6: Reliability Testing
- BI(Burn-in) / ELFR(Early Life Failure Rate)
- For assessing failure rate in the Early Failure section
- Reducing Early Life Failure Rate via the Burn-in approach.
- Theory on DPPM (Defect Parts Per-Million)
- HTOL(High Temperature Operating Life)
- Assessing the span of operating life
- Theory on FIT or MTTF
- HTGB (High Temperature Gate Bias)
- HTRG (High Temperature Reverse Bias)
- BLT (Bias Life Test)
- IOL (Intermittent Operation Life).
SECTION 7: Statistic Theory
- Six Sigma Theory
- Six Sigma and PPM
- Yield and Six Sigma
- CPK
- CPK and Yield
- Product Engineering vs CPK and Yield and PPM
SECTION 8: Failure Mechanism
- Failure Mechanisms Related to the Wafer Process
- Time Dependent Dielectric Breakdown
- Hot Carrier
- NBTI (Negative Bias Temperature Instability)
- Electromigration
- Stress Migration
- Soft Error
- Reliability of Non-Volatile Memory
- Failure Mechanisms Related to the Assembly Process
- Wire Bonding Reliability (Au-Al Joint Reliability)
- Ag Ion Migration
- Al Sliding
- Mechanism of Filler-Induced Failure
- Whiskers
- Moisture Resistance of Resin Mold Semiconductor Devices
- Failure Mechanisms Related to the Mounting Process and During Practical Use
- Cracks of the Surface-Mounted Packages in Reflow or Flow Soldering
- Failure Mechanisms Related to Electrostatic Breakdown and Electrical Overstress Breakdown, Latchup, and Power Devices
- Electrostatic Breakdown and Electrical Overstress Breakdown
- Latchup
- Power MOS FET Damage
For more information click here.
